
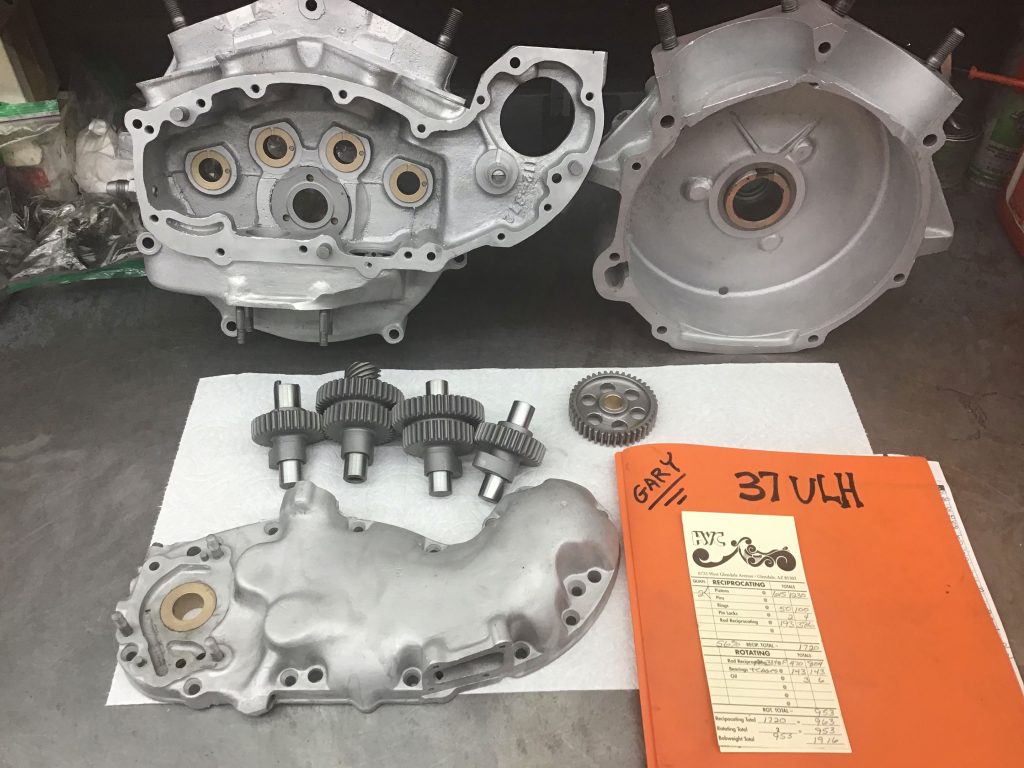
After tearing down the engine, we cleaned and inspected the parts and right away noticed the damage to the cams.
You’ve got the option of replacement using an aftermarket set of cams, which at this point we believe there is only a single vendor as an option. The problem with the new cams is that they pay little attention to the diameters of the gears, the pitch of the teeth, etc – and you wind up with a noisy clanking pile of crap.
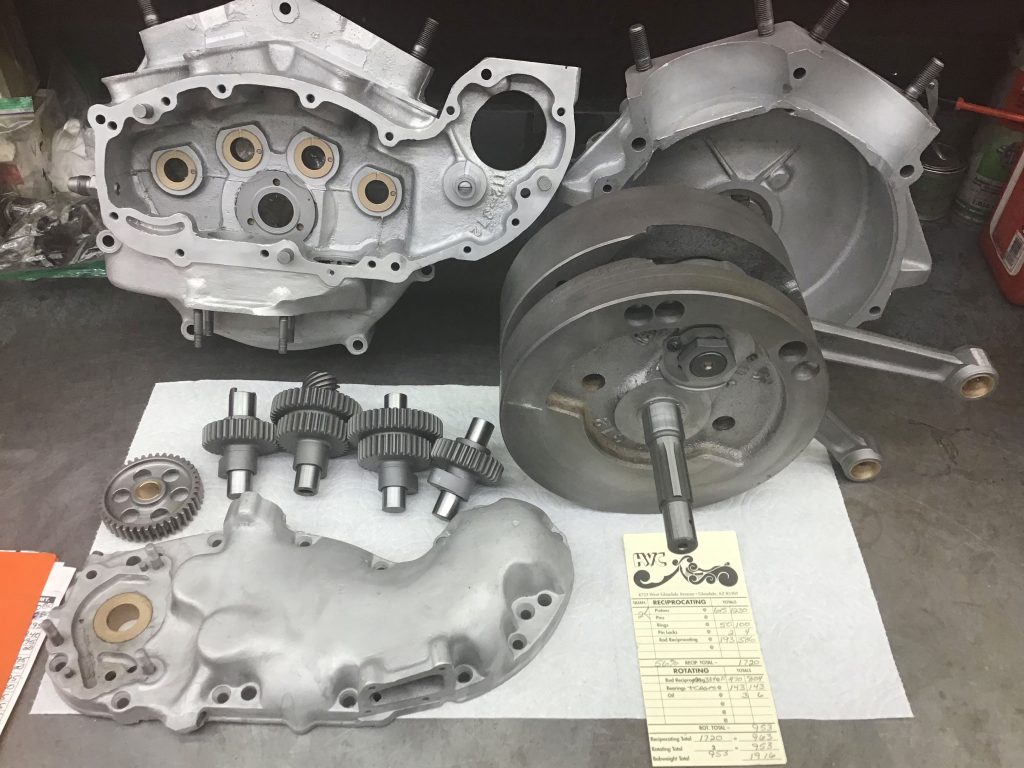
We much prefer to have the original set of cams, with their correct pitch diameters, refurbished. Above is an example of a set of these refurbished, reground, and re-hardened cams. Mr Leineweber has developed a regrinding process that doesn’t involve any welding, where he moves the heel of the cam up and grinds off the damaged part of the lobe. Then the cam can be re-hardened to factory specs. The only difference is that the heel of the cam will now be a few thousandths lower, so that the tappet adjustment will have to be raised.
This usually is a plus in most older engines, because the valve seats have been lowered from multiple grindings, making it a win-win situation without a downside.
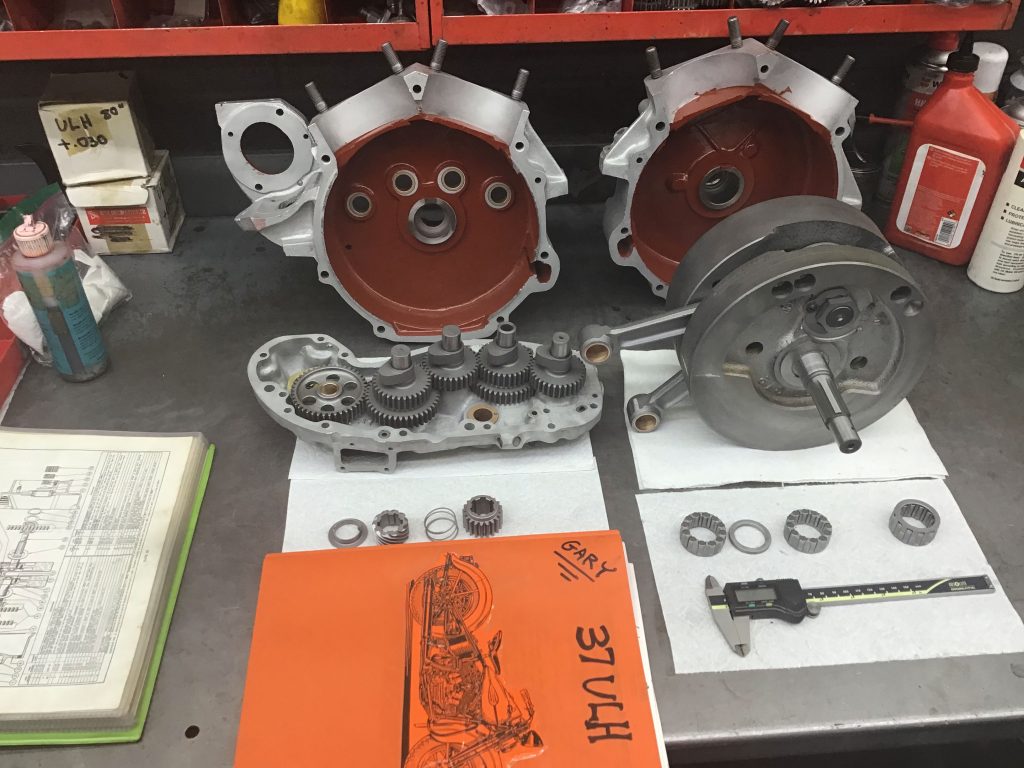
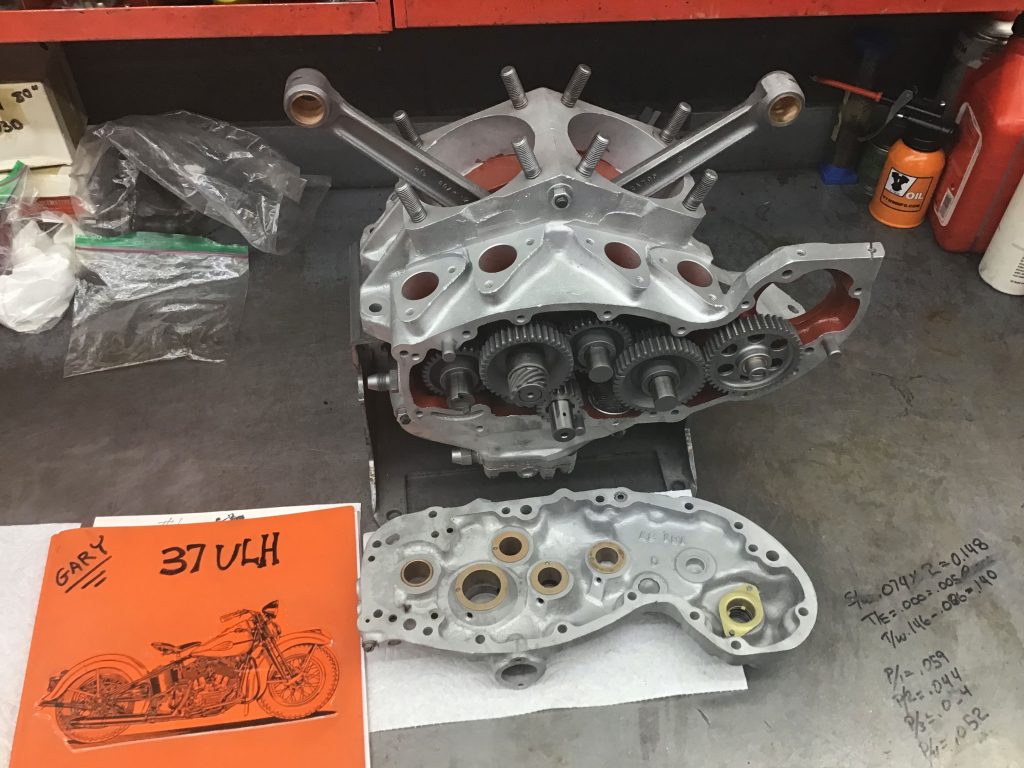

In the photo above note how the generator strap was installed first, so that the generator could be installed and tightened prior to the cam cover installation. This lets you check the clearance between the generator gear and the idler gear. This process is critical, but it’s often overlooked by many engine builders.
To take care of this, install as many paper shims under the generator as required. When the generator screws are tight, and the strap is torqued to 15 ftlbs, the generator gear should have 1-2 thousands of clearance (.001 – .002).
Then you can remove the generator, install the cam cover, and glue the shims in place.
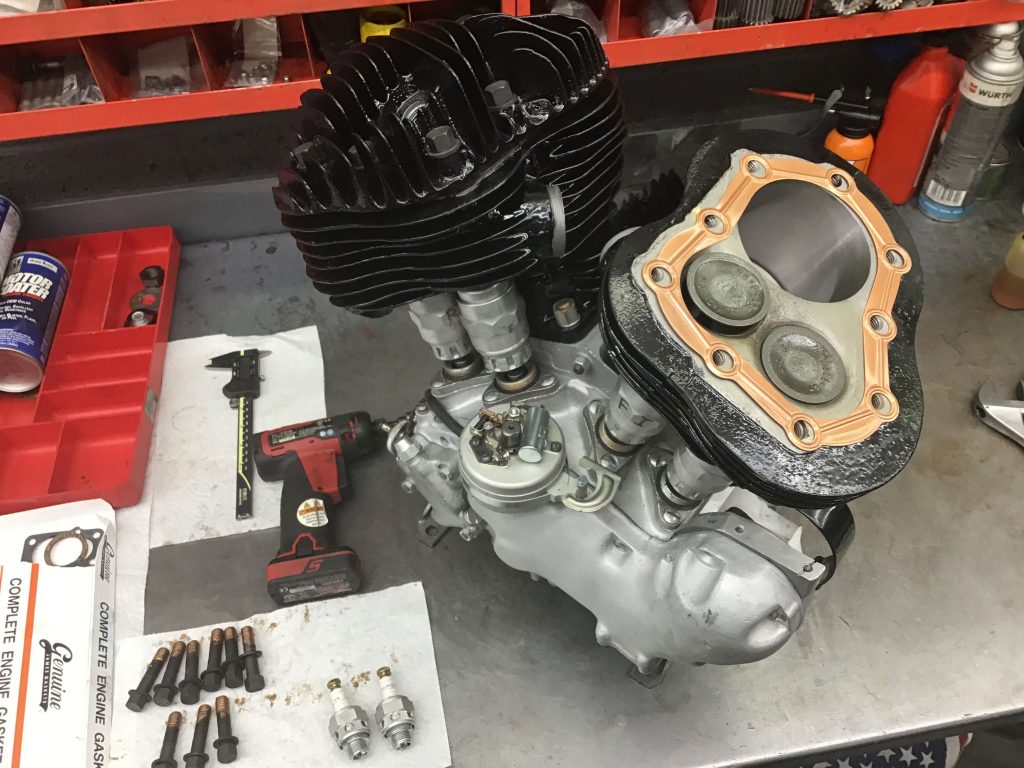
Installed with copper head gaskets, they are first coaTed with 2 coats of copper coat and all the head bolts are treated with anti-seize before they are torqued.
The heads were installed, and then torqued to 45lbs until after warm-up. After that they can go down to 50 ftlbs.
