1937 WLD Harley Davidson engine builds. very rare high compression 45 in. Flathead.

























1937 WLD Harley Davidson engine builds. very rare high compression 45 in. Flathead.
1927 sports scout Indian With side car. Very rare. It was in a collection unfinished. We gathered up all the missing parts and got it running and driving.



















Speedo’s sent to Stan at vintage rust for repair and restoration.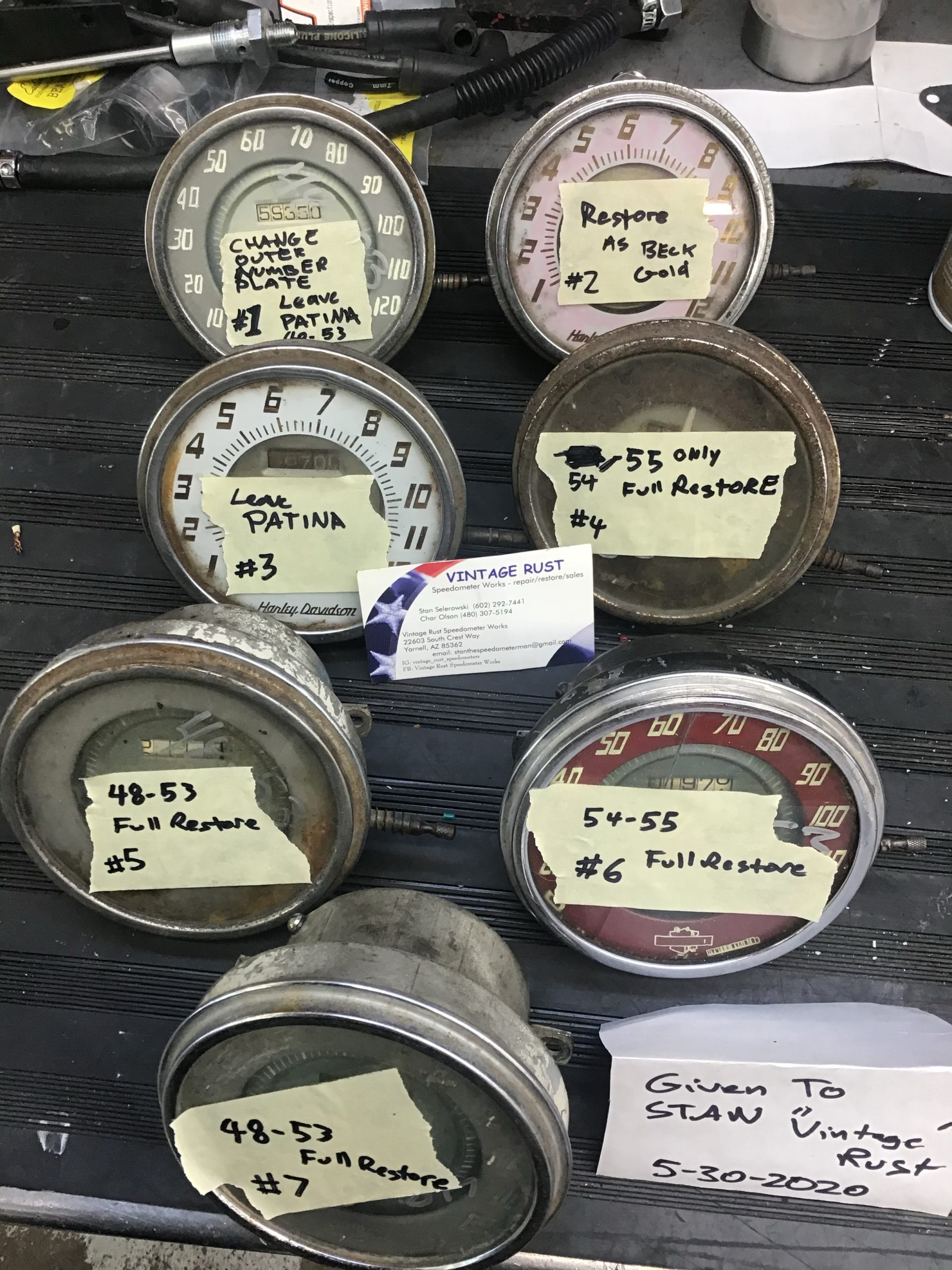 

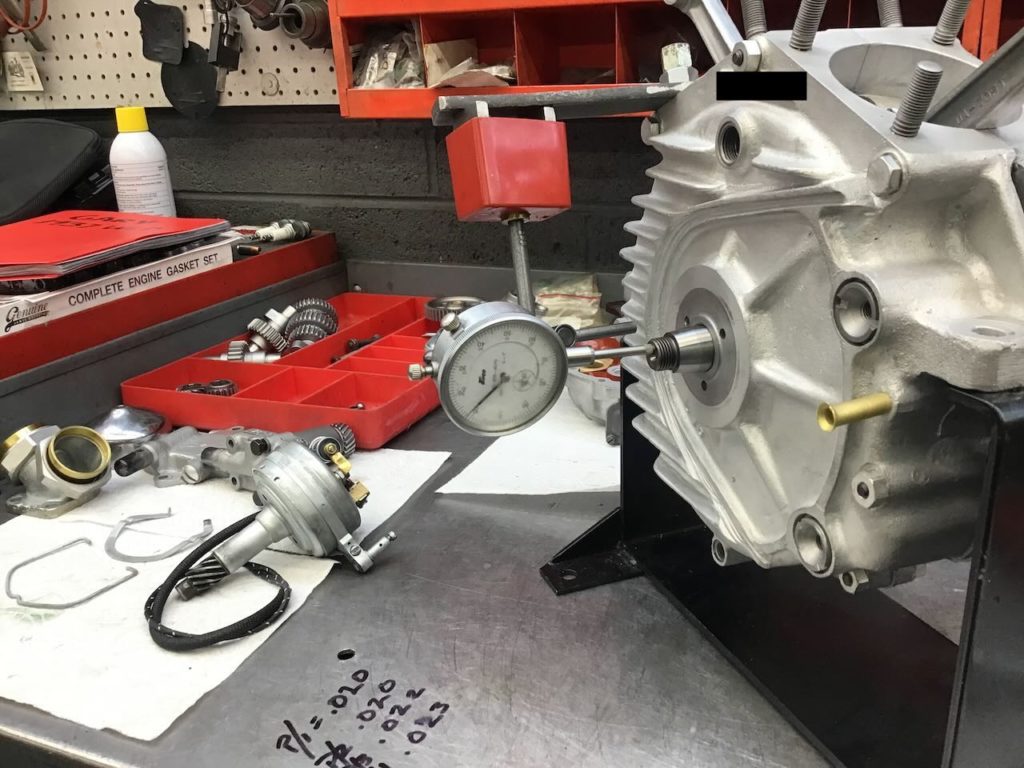
New bushing install



The 1947 matching knuckleheads I was referring to.









Any questions?
Call Highway Classics at 623-939-9083


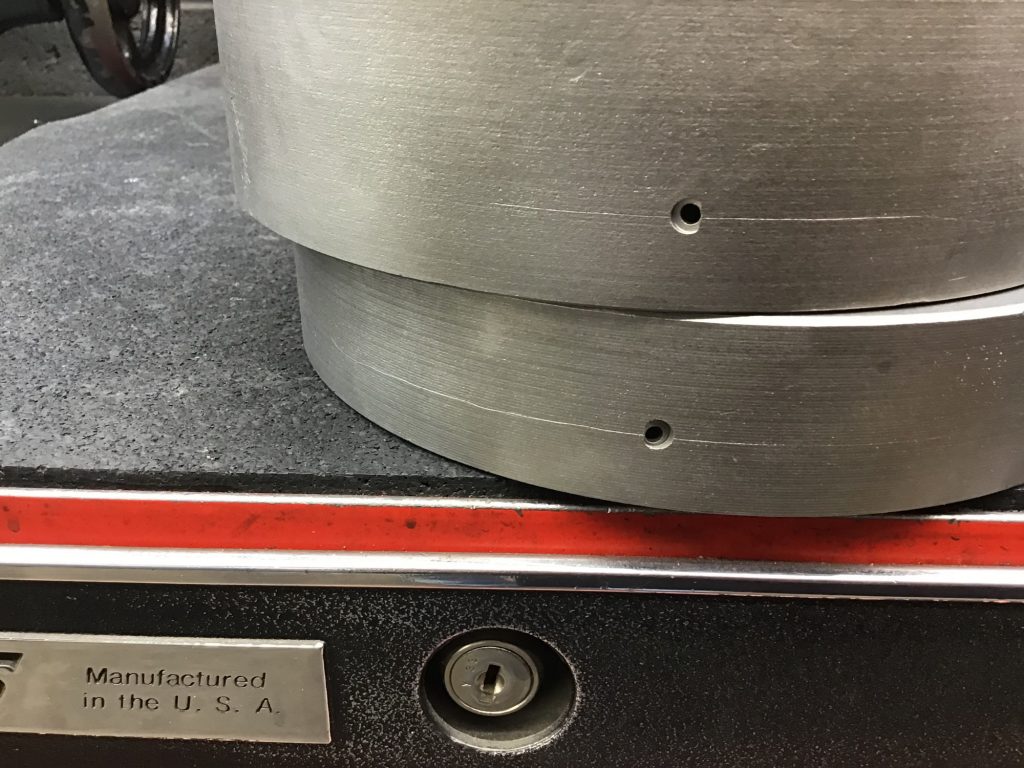
Has anyone ever run across this ‘oiling’ modification? To me it looks like the centrifugal force of the wheels is supposed to be collecting oil and spraying it out of the little holes on the edge of the flywheel.
But why would anyone ever want more oil in the cylinders? At this time in Harley’s history they were installing baffle plates to *reduce* the amount of oil getting into the cylinders.
So if anyone has a theory I’d love to hear it.

Here are 3 old frames that needed welding, straightening, and normal 100-year-old things done to them. Here they are ready for pickup:

And here’s a shot that shows the 26 ‘B’ frame, where brass has been used to replace missing pieces of casting. Reshaped and textured, and ready for paint.

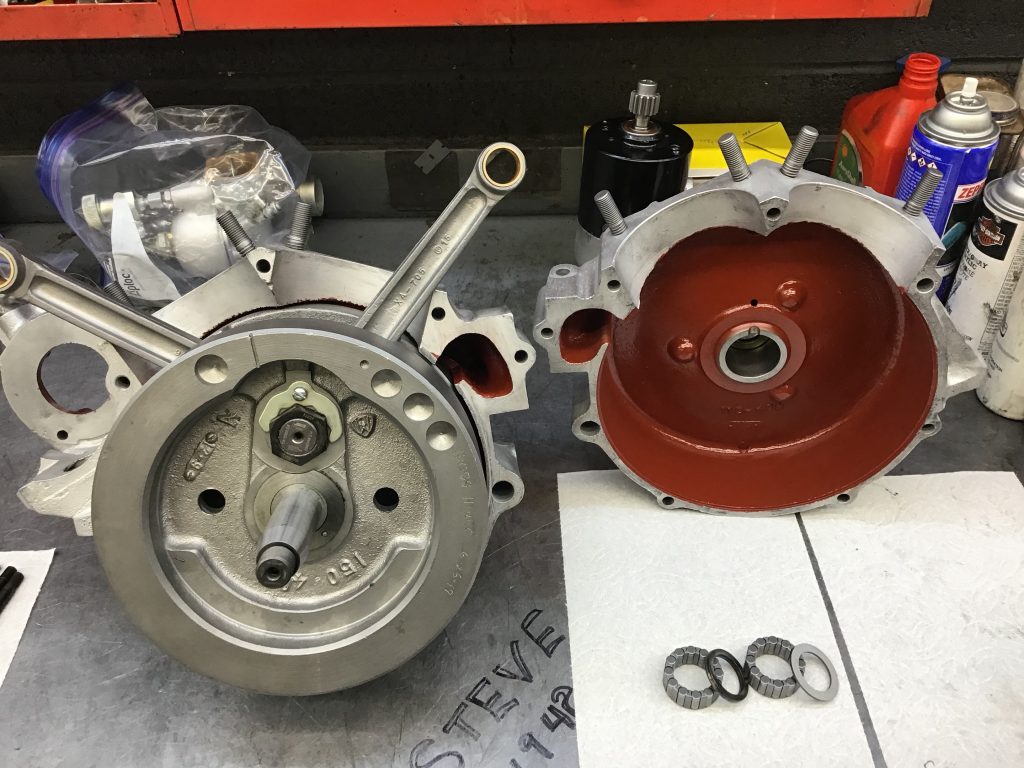
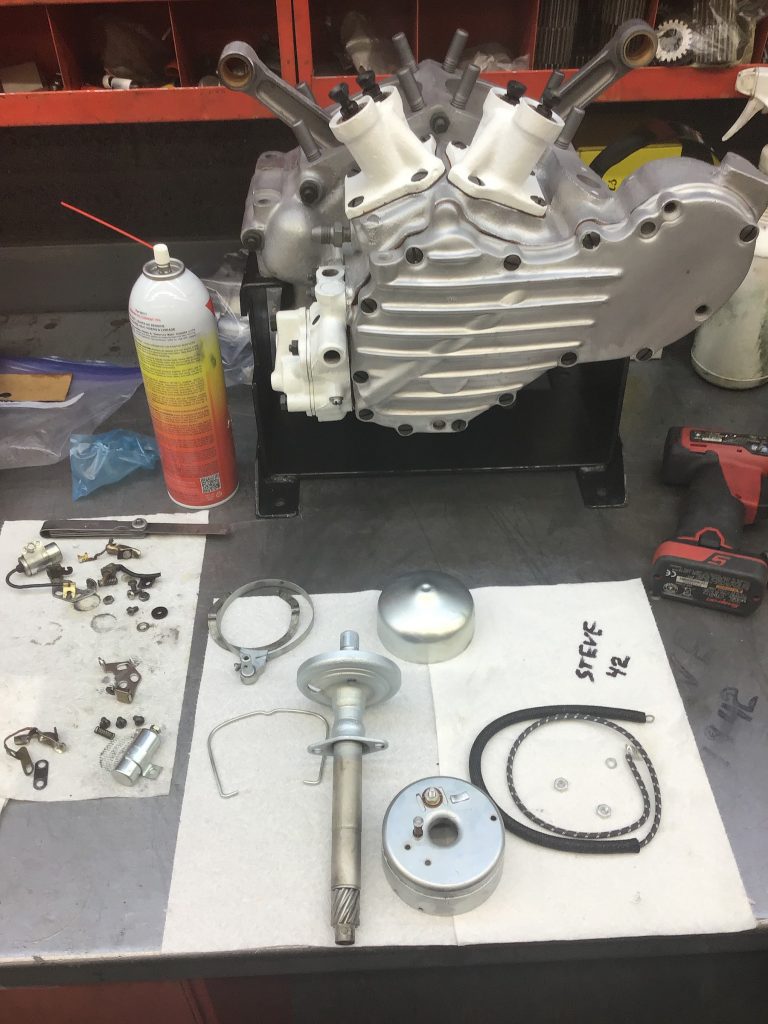
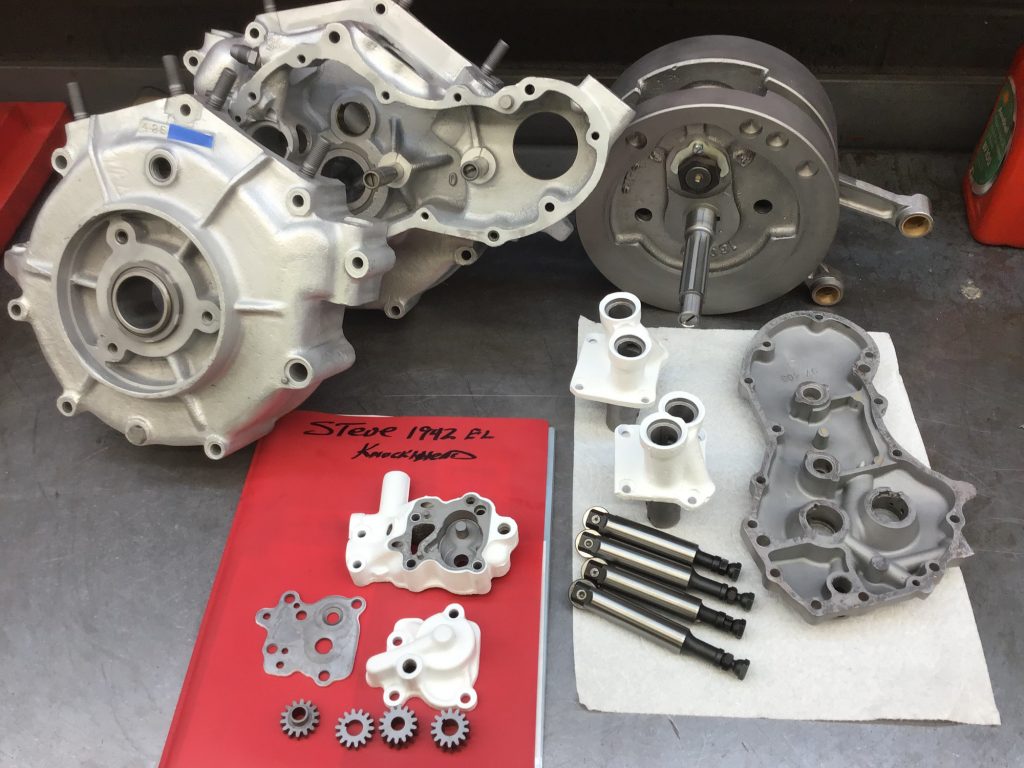
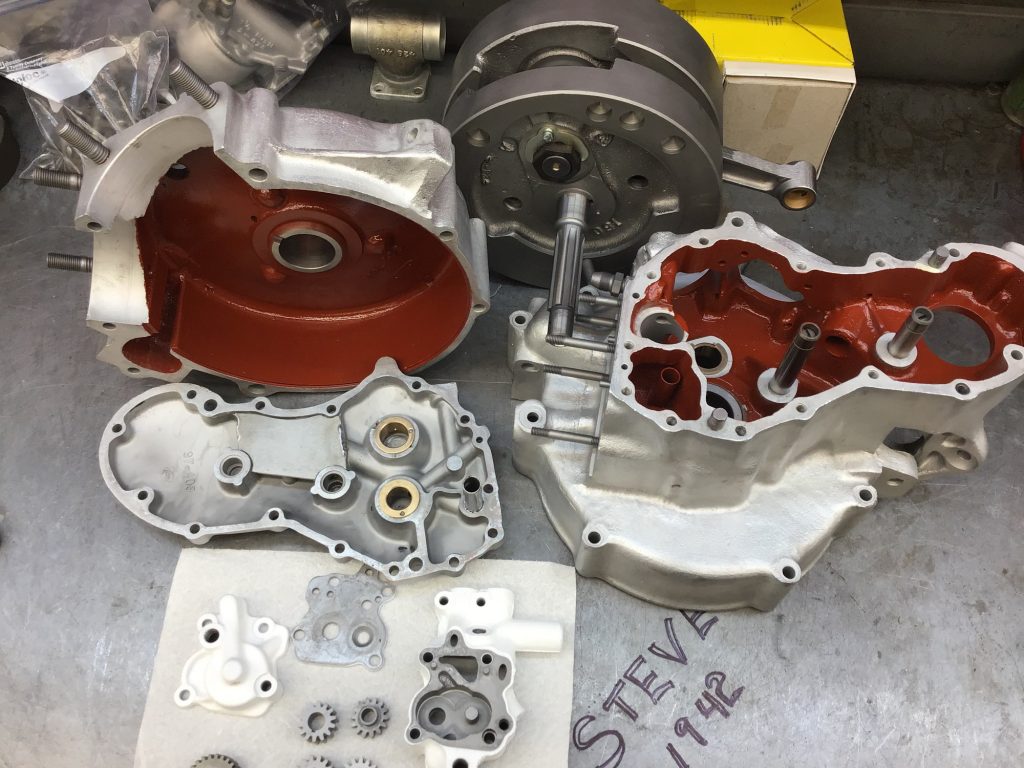
We’re doing a concourse restore on Steve’s 42 EL
Notice the white lifter stools and lifter pump, due to the war silver was not available.
In an attempt to strip the chrome, the steel baffle plate and breather tube were dissolved. It was necessary to replace both.

Checking the fit on the baffle plate, and breather tube installed, before welding the plate.

Plate welded in place, and ready for bushings.

Steve’s generator, before and after restoration.


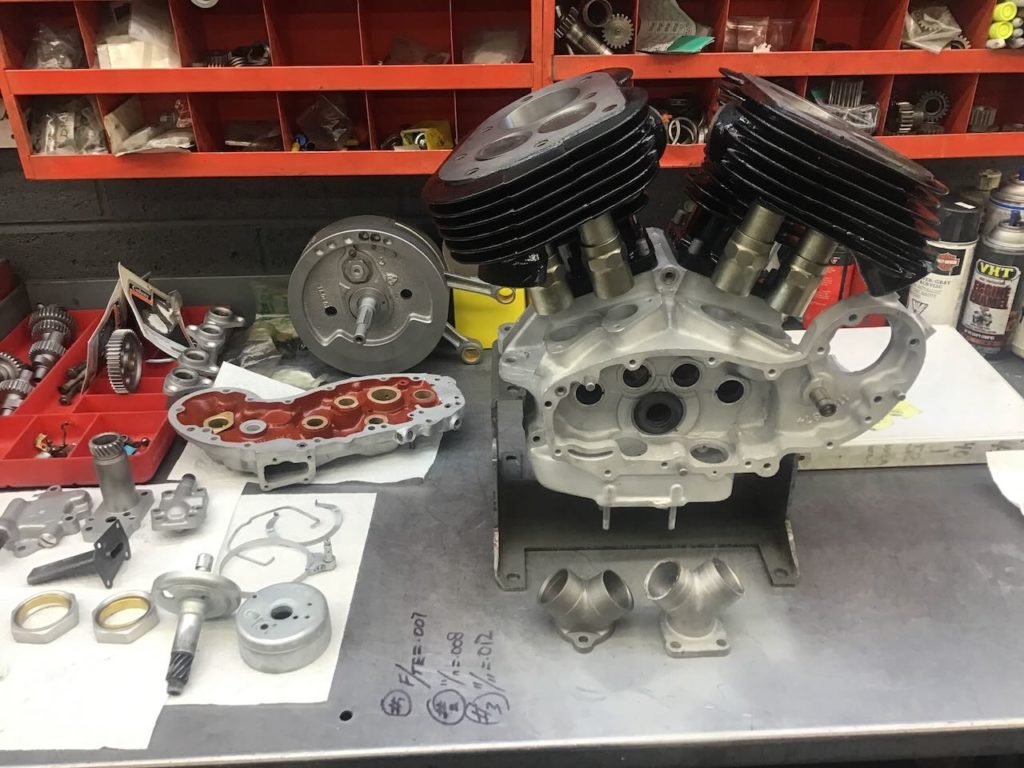
Here are two more shots of the engine on final assembly
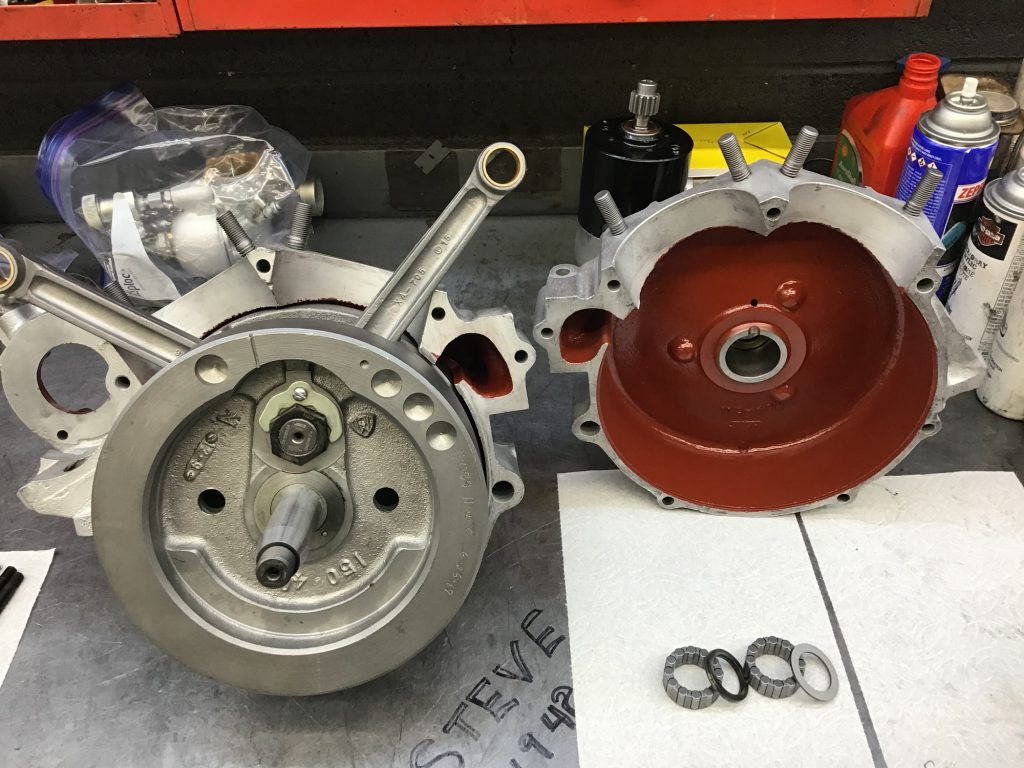
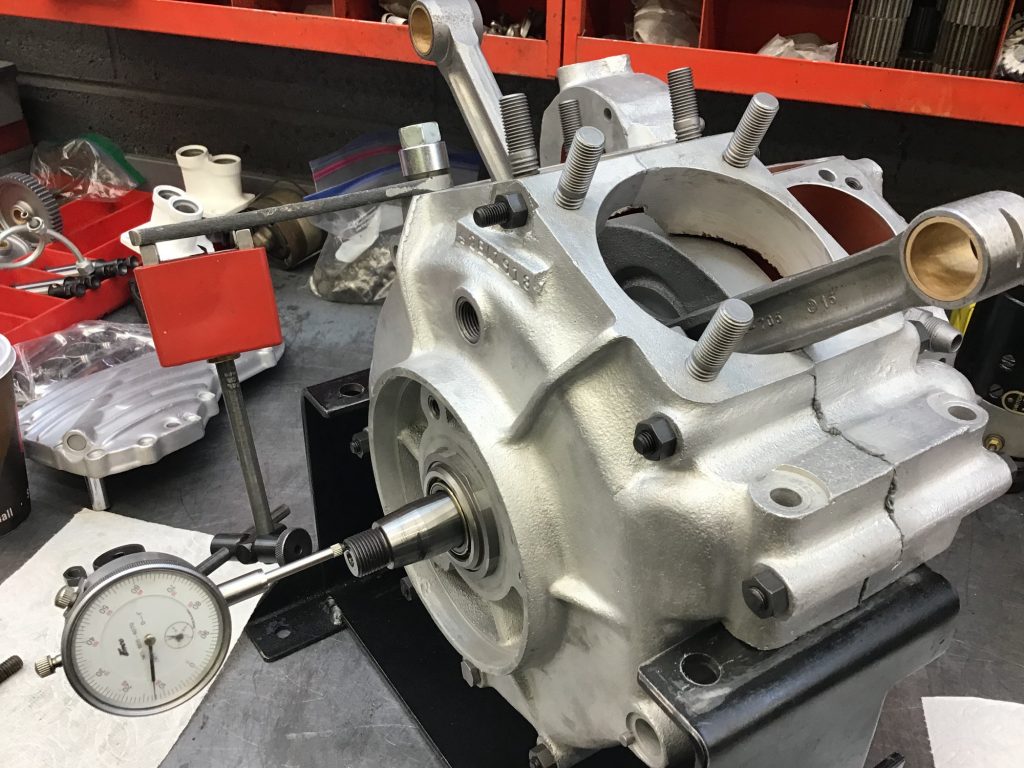
Proper flywheel thrust washer selected to achieve .012 end play: