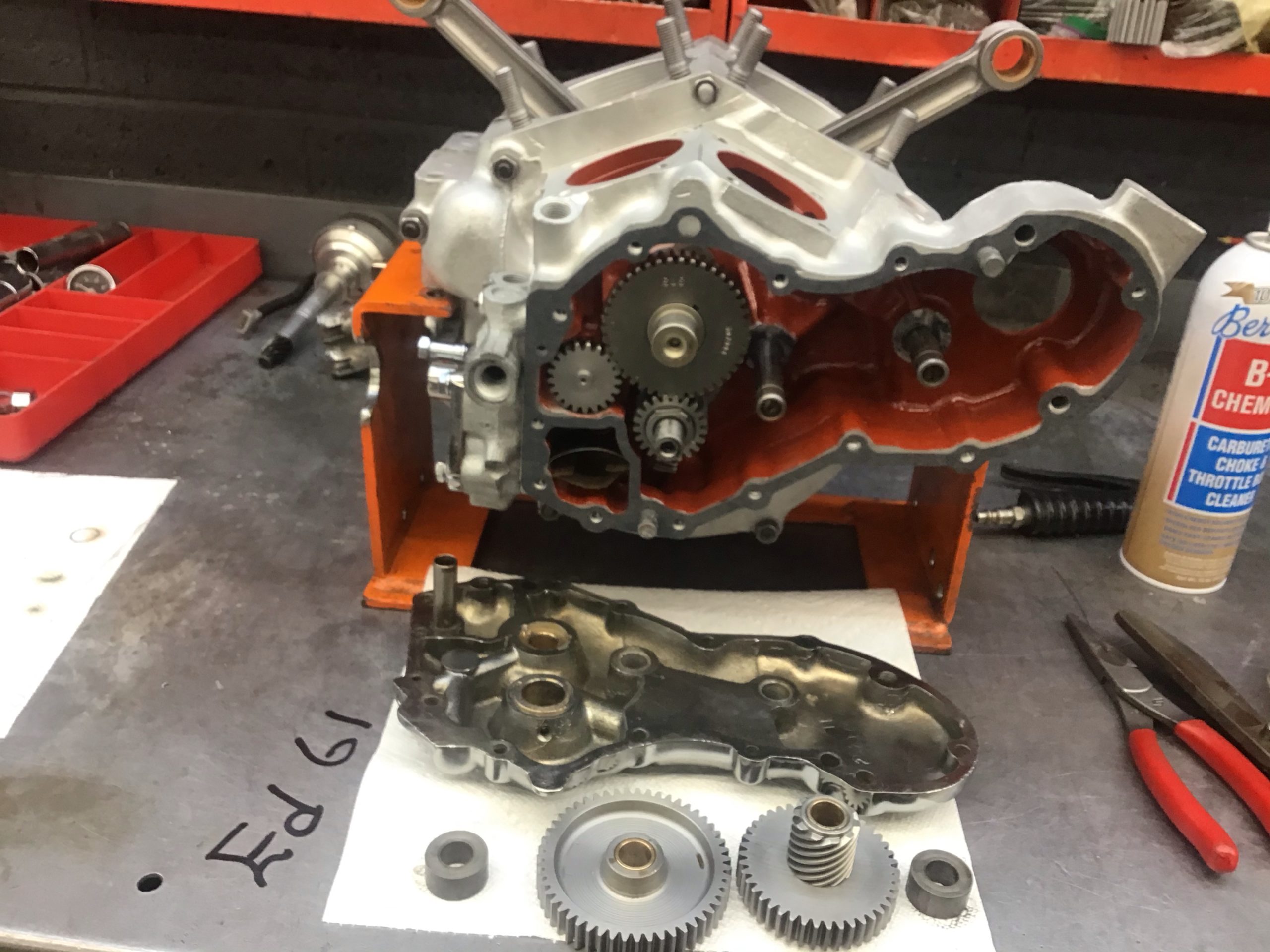
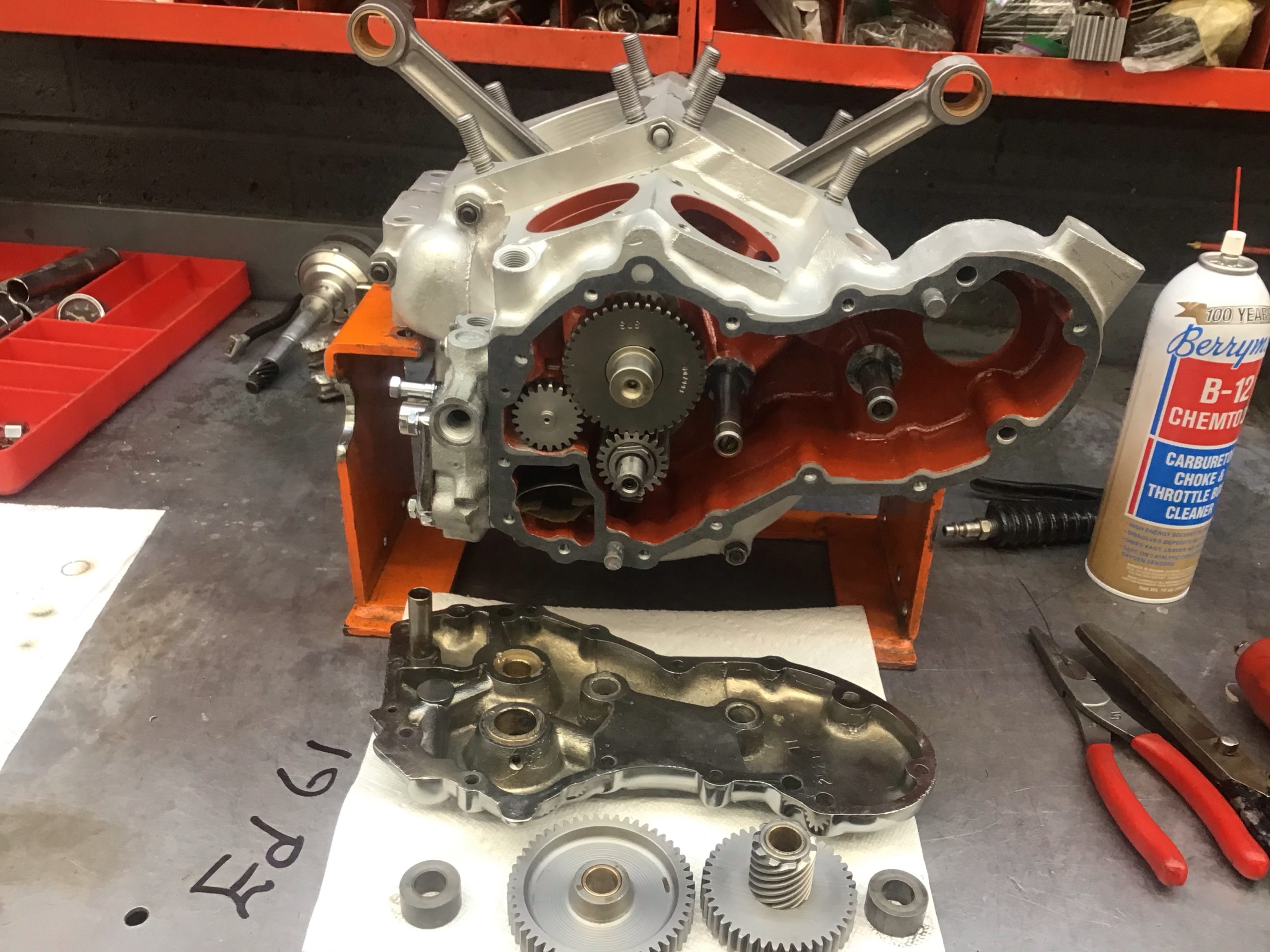
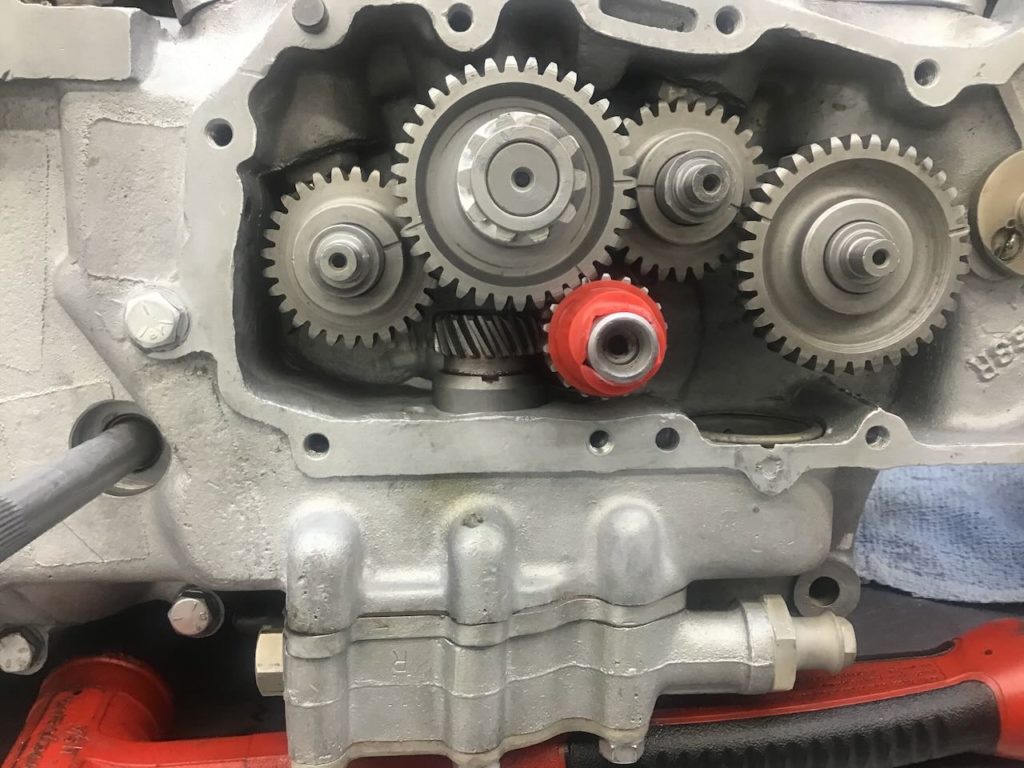
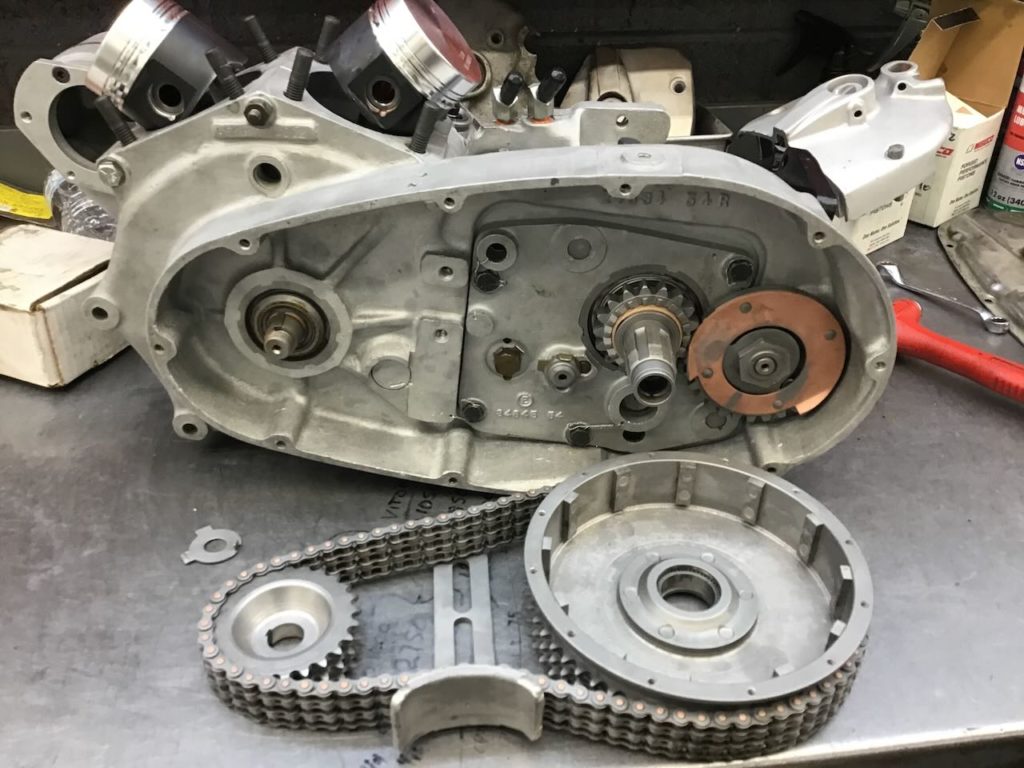
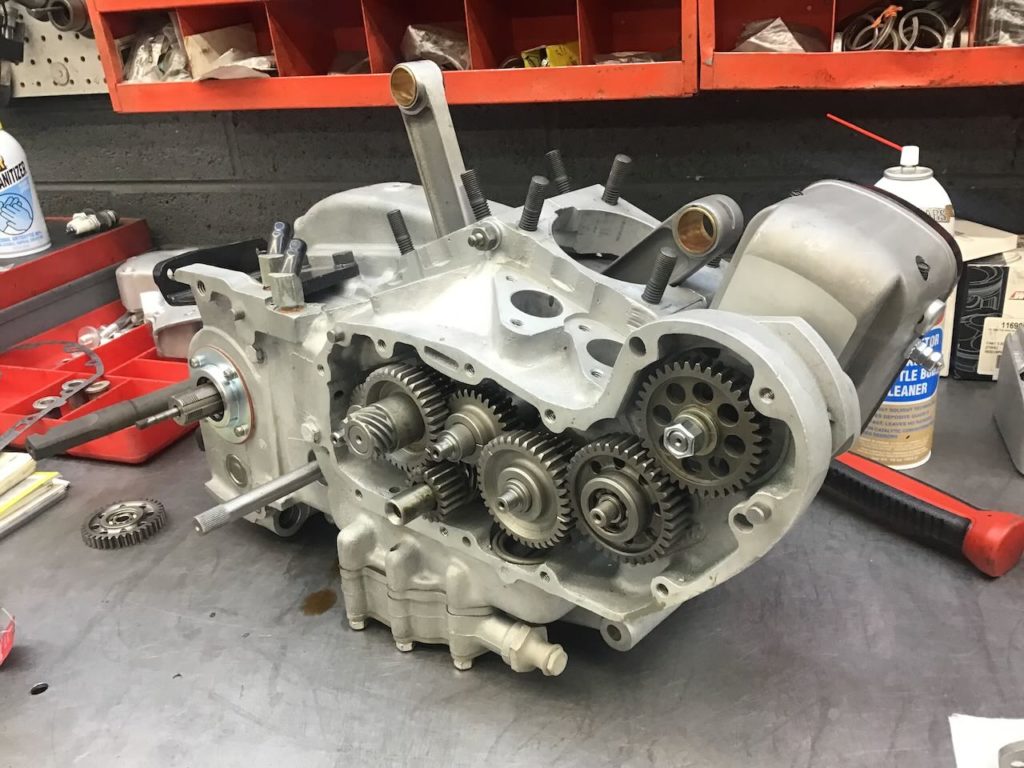
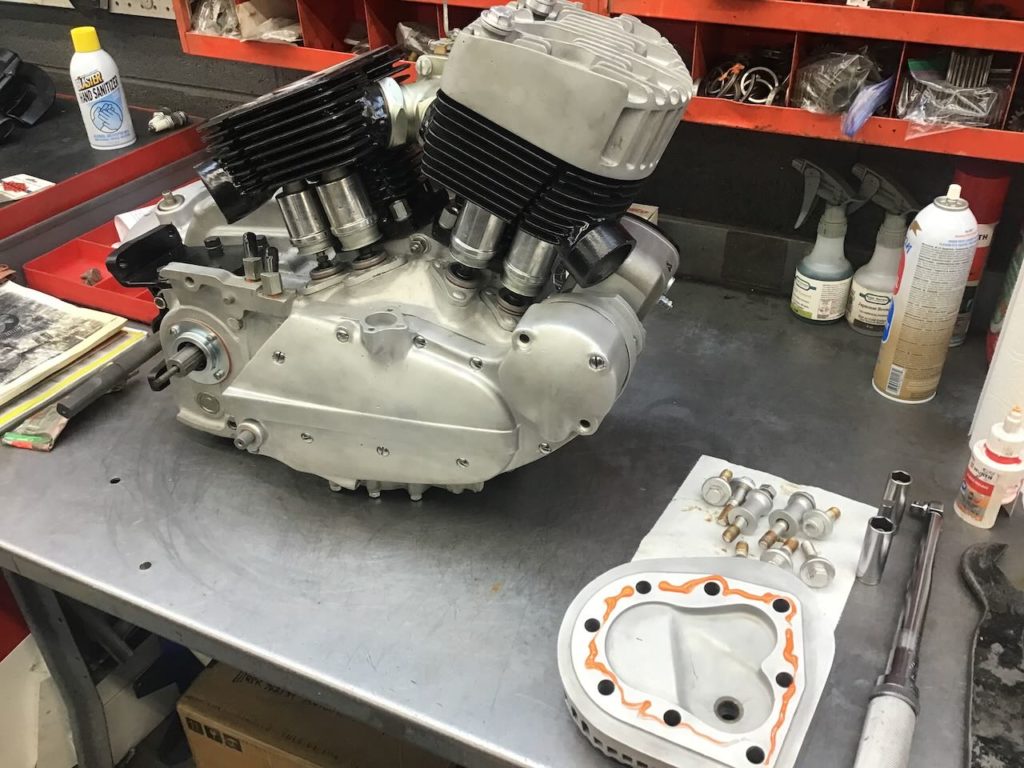
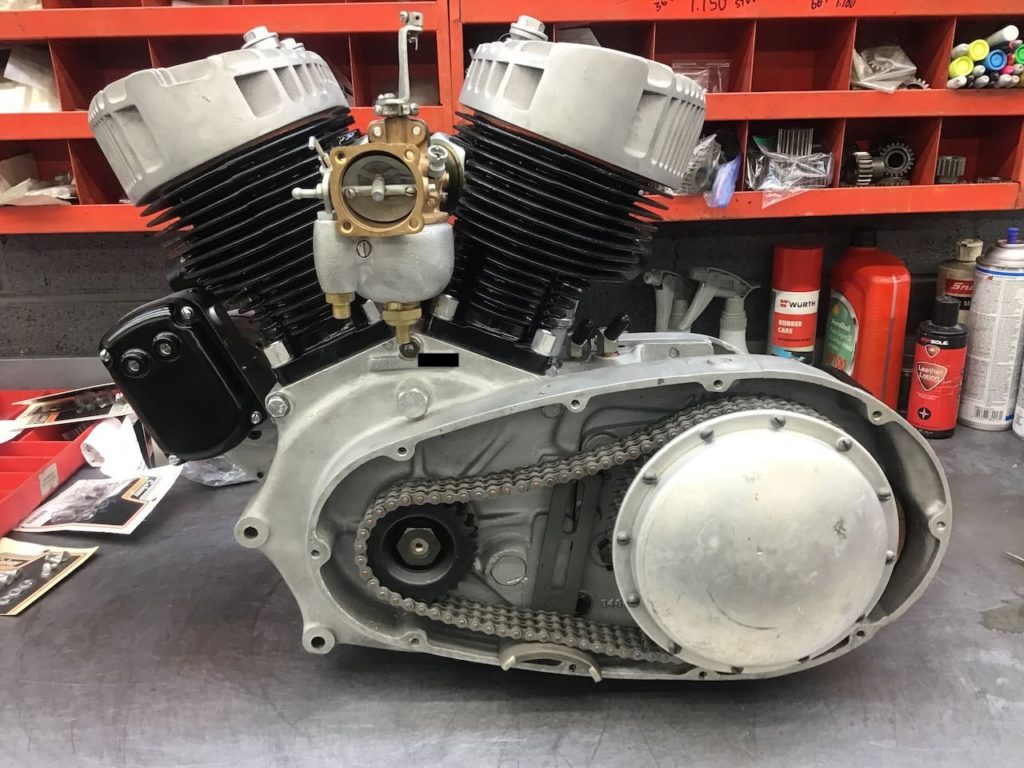
1937 WLD Harley Davidson engine builds. very rare high compression 45 in. Flathead.

























1937 WLD Harley Davidson engine builds. very rare high compression 45 in. Flathead.
1927 sports scout Indian With side car. Very rare. It was in a collection unfinished. We gathered up all the missing parts and got it running and driving.



















New engine for sale, contact us for details. Less than 10 of these were ever made, and they were all made for the factory race team – not for sale or private ownership.






















































Speedo’s sent to Stan at vintage rust for repair and restoration.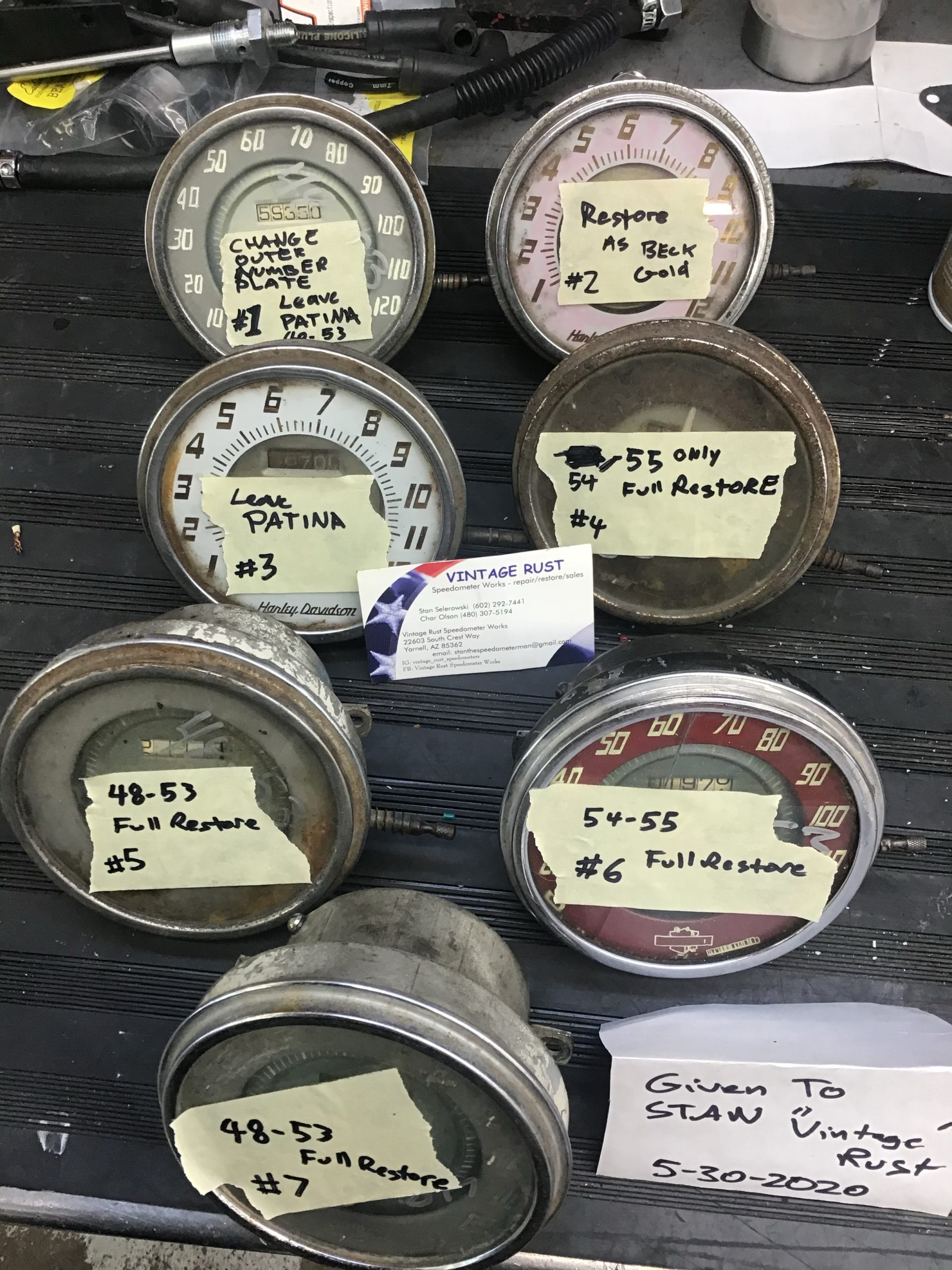 

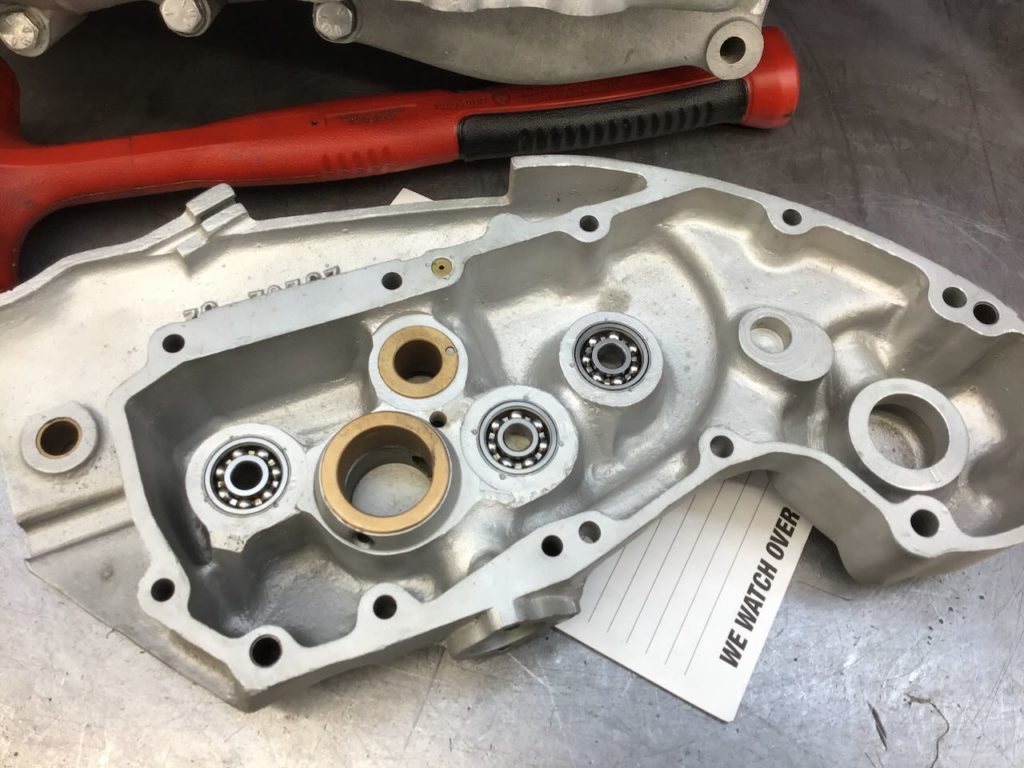
New bushing install



The 1947 matching knuckleheads I was referring to.



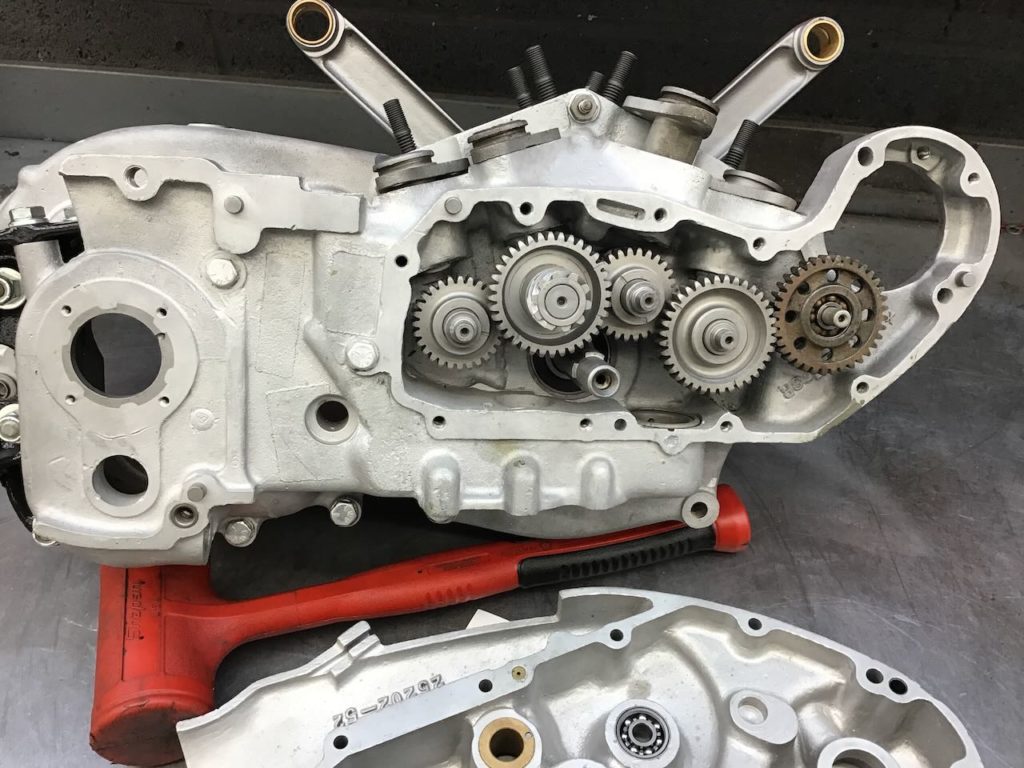
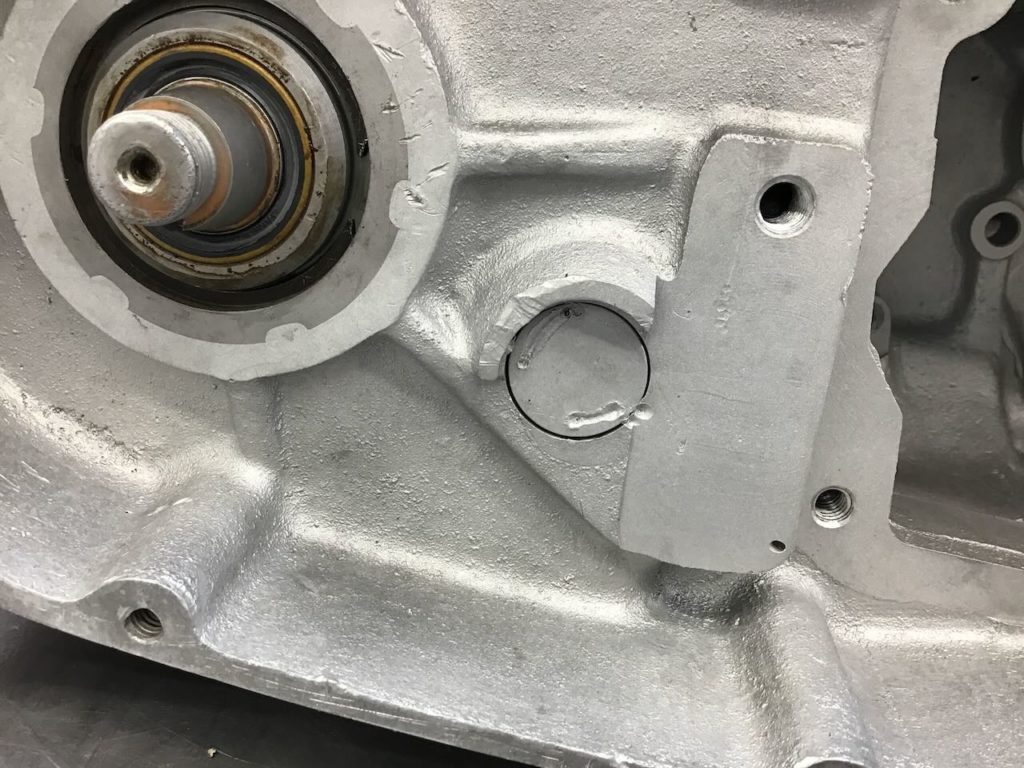
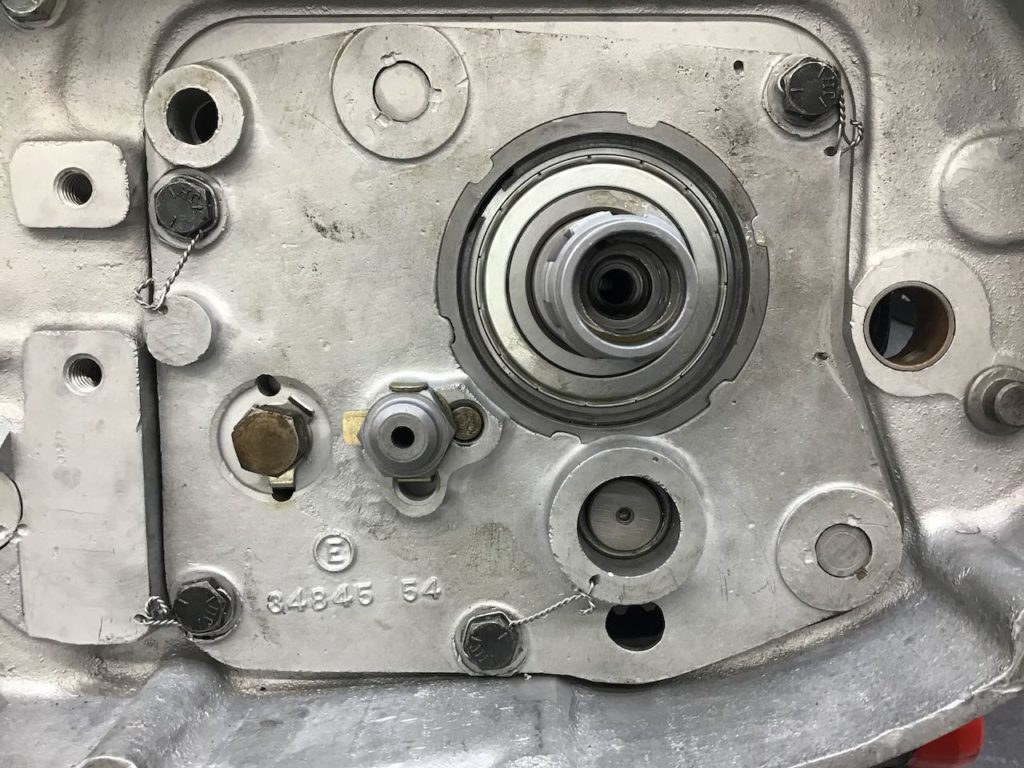
First is a few photographs of a left case repair.